خدمات تولید قرقره سیم و کابل عسگری :
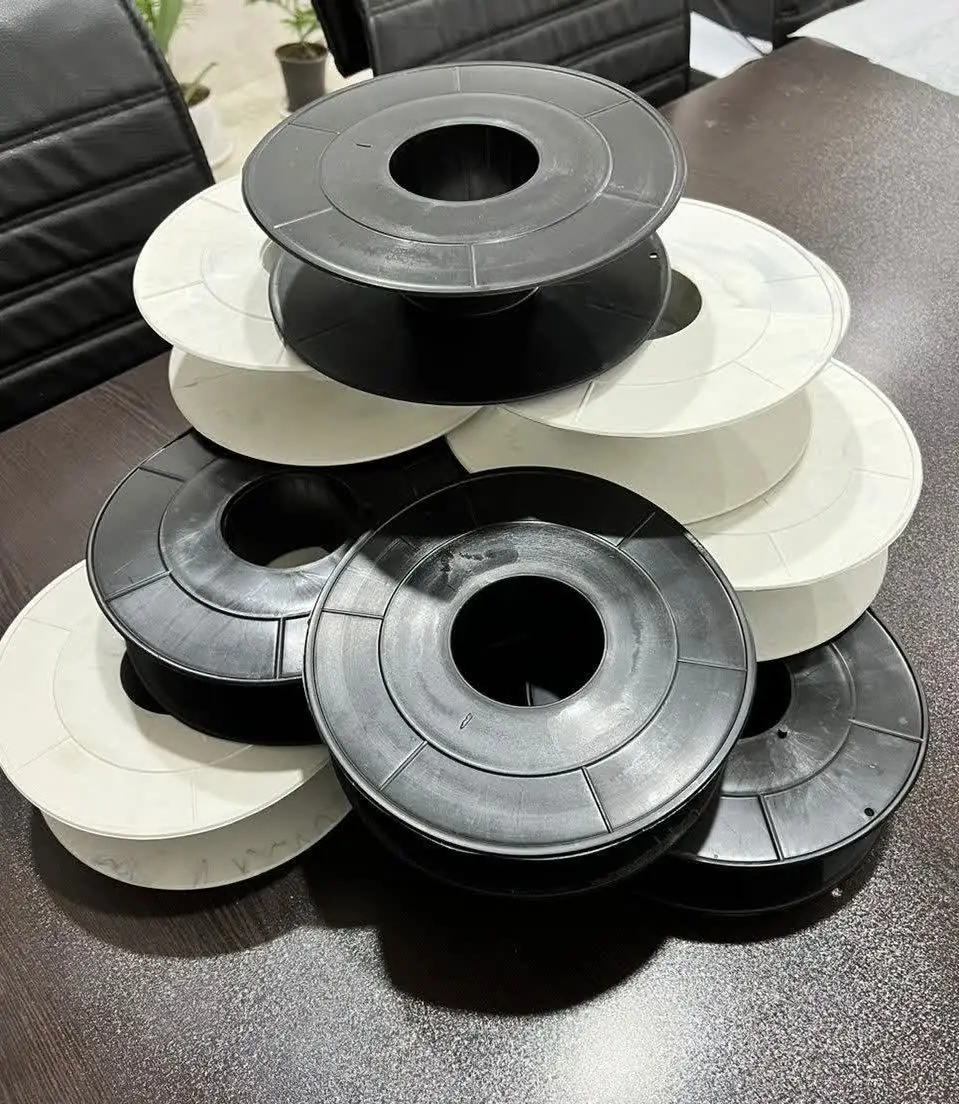
- تولید کننده انواع قرقره های بسته بندی سیم و کابل کاغذی
- تولید کننده انواع قرقره های بسته بندی سیم و کابل پلی اتیلن
- تولید کننده انواع قرقره های بسته بندی سیم و کابل بادی و شیشه ای
- تولید و طراحی قالب های تزریق و بادی
- تولید قرقره های خاص و نمایشگاهی
- ساخت انواع قالب تزریق
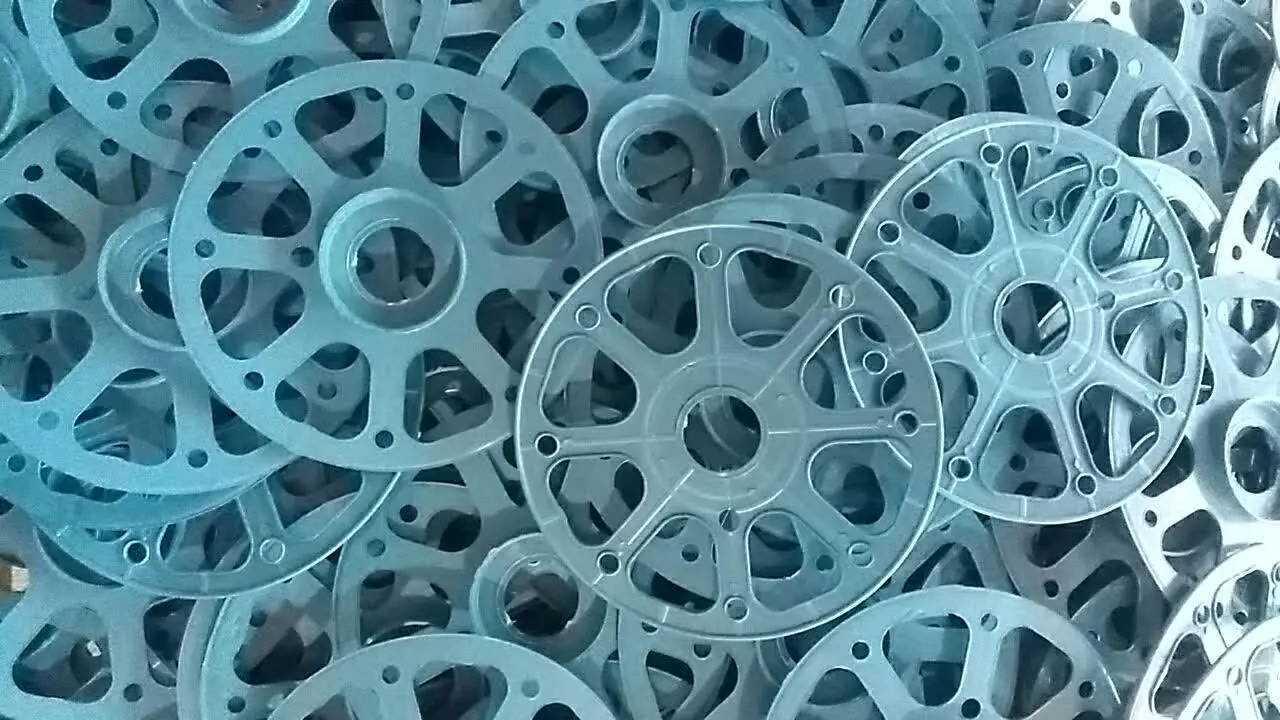
- سازنده انواع فلنج های صنعتی
- قرقره جهت بسته بندی انواع سیم
- تولید کننده قرقره های توپر در ایران
- ارسال سفارشات به سراسر کشور



ویژگیهای قرقره سیم و کابل عسگری :
- بسته بندی سیم ها و کابل های فشار قوی
- جنس بارل چوبی
- مناسب برای انواع کابل فیبر و مس در صنایع کابل سازی و مصارف دیگر
- وزن سبک
- مقرون به صرفه
- انعطاف پذیر بودن در برابر تنش ها و فشارهای فیزیکی
- قابلیت سفارش در سایزهای دلخواه





مراحل تولید سیم و کابل در کارخانه :
مراحل تولید سیم و کابل در کارخانه شامل کشش مفتول (تبدیل فلزات مانند مس و آلومینیوم به سیمهای نازک)، آنیلینگ (نرمسازی سیمها با حرارتدهی)، روکشزنی (پوشاندن سیمها با مواد عایق)، تابیدن (ترکیب چند سیم برای تولید کابلهای پیچیدهتر)، و در نهایت بستهبندی است. در هر مرحله، کیفیت و استانداردها بررسی میشود تا محصول نهایی برای مصارف مختلف ایمن و کارآمد باشد.
مرحله ۱: نازک کاری در کارخانه تولید سیم و کابل
این عملیات توسط یک دستگاه نازک کن راد و دستگاه نازک کن فاین در دو مرحله انجام می شود.در مرحله اول مفتول مس ۸ میلی متر توسط دستگاه راد به مفتول مس ۱٫۳۸ میلی متر تبدیل شده و این مفتول ها بعنوان ورودی مرحله دوم نازک کاری توسط دستگاه فاین به مفتولهای مناسب با سفارش مشتری، تبدیل می شود.



مرحله ۲: آنیل کاری در خط تولید سیم و کابل
کلیه مفتولهای نازک شده در دستگاه فاین در محلی مشخص در کناره کوره آنیل کاری، با توجه به تابلو مربوط جمع آوری گردیده و پس از رسیدن به حداقل تعداد مورد نیاز جهت آنیل کاری (۵۴ قرقره) آماده قرارگیری در کوره و آنیل شدن می گردد.
مرحله ۳: بانچ (تاباندن رشته های مس)
این عملیات توسط دستگاه بانچر انجام می شود. مواد اولیه این مرحله مفتولهای آنیل شده روی قرقره می باشد ودر صورتیکه تعداد قرقره ها وقطر آنها مطابق سفارش مشتری واستاندارد مربوط باشد. برای تولید کابل های چند رشته مثل خودنگهدار و قدرت لازم است رشته های مختلف کابل با ساختار منظمی بهم تابیده شود که این عمل توسط دستگاه تابنده انجام می گیرد. در کابل های خودنگهدار رشته مغزی که وظیفه تحمل وزن کابل را دارد در مغزی قرارگرفته و سایر رشته ها با طول تاب معین و جهت چرخش مشخصی به دور آن پیچیده می شوند.
مرحله ۴: مرحله عایق کاری در خط تولید کابل برق
در این مرحله، رشته های پانچ شده بعنوان مواد اولیه اصلی و گرانول عایق بعنوان دیگر ماده اصلی جهت تولید سیم یا زیره کابلی بکارمی رود.فرآورده تولید شده توسط دستگاه اکسترودر، اگر محصول نهایی سیم باشد جهت بسته بندی به واحد مربوط ارسال می گردند و چنانچه زیره کابلی باشند روی قرقره های مخصوص جمع شده تا در مرحله تاب زیره (استرندر) بکار رود.


مرحله ۵: روکش زنی (اکسترودرکابل)
دستگاههای اکسترودر خط جهت عملیات روکش زنی استفاده می گردد. مواد اولیه اصلی این مرحله زیره های استرندر شده گرانول روکش و پودر تالک می باشد. در کابل های قدرت لازم است که رشته های تابیده شده در دستگاه اکسترودر توسط لایه ای از مواد پلی اتیلن یا PVC روکش شوند. این لایه نقش محافظت مکانیکی برای کابل را دارد.
مرحله ۶: بسته بندی
این مرحله از تولید که آخرین مرحله می باشد محصول نهایی درمتراژ وشکل ونوعی که مشتری درخواست کرده است بسته بندی می شود. سیم وکابل تولیدشده به دوصورت قرقره ای وکلافی قابل تحویل به مشتری هستند.در بسته بندی کلافی نیز برحسب خواست مشتری نوع نایلکس انجام می شود ولی درنوع اتوماتیک کلافهای سیم وکابل بهصورت اتوماتیک توسط دستگاه بسته بندی، وکیوم می شود.



مرحله آخر: بازرسی نهایی
تمامی قرقره های تولیدی در این شرکت پس از بسته بندی در قسمت مرحله تست نهایی آزمون های زیر بر روی آن ها انجام می گیرد.
الف) آزمون مقاومت الکتریکی هادی: این آزمون برای اطمینان از یکنواختی قطر، عدم پارگی رشته های هادی و همچنین کیفیت مناسب جنس هادی ها انجام می گیرد.
ب) آزمون ولتاژ بالا : این آزمون برای اطمینان از پوشش کامل هادی از عایق و عدم قطعی جزئی عایق بر روی هادی و کیفیت مواد عایق انجام می گیرد.













افزودن نظر